فرآیند بلاستینگ
فرآیندی است که طی آن ذرات ریز ساینده تحت فشار هوا و یا نیروی گریز از مرکز بر روی سطح فلز و یا قطعات فولادی پاشیده می شوند. این فرآیند به منظور تمیزکاری، آماده سازی و از بین بردن نا همواری های سطوح می شود.
کاربرد عمومی فرآیند بلاستینگ
• دریایی
• اجزای سازنده وسایل حمل و نقل
• هواپیمایی و هوانوردی
• دوچرخه و موتور سیکلت
• بتن و سرامیک
• بدنه اتوبوس و کامیون
• ساختار های فلزی و پروفیل ها
• ریخته گری آهن
• قالب ها
• تمیزکاری سیستم های رنگی چنگک ها
• فعالیت فلزی
• مبلمان فلزی
• متالورژی
• نفت و گاز
بطور کلی از مهم ترین کاربرد های آن می توان به موارد زیر اشاره کرد:
- تمیزکاری شامل: ماسه زدایی، زدودن پوسته های اکسیدی، لکه زدایی، پلیسه برداری، لایه برداری و زنگ زدایی
- آماده سازی سطح / پرداخت کاری
- برش
- آماده سازی سطوح جهت لعاب کاری، آبکاری و تفلون کاری
- ریخته گری و فورج
- برش و تزئین سنگ کارخانجات (گرانیت و مرمر) و معادن، آنتیک کاری سنگها، مضرس کردن گرانیت
- پوشش دهی
- سوله سازی، فنر سازی، لوله سازی و قالب سازی
- صنایع مختلف ساختمانی
- ساخت شیرآلات
- ساخت قطعات و ابزار و یراق و ...
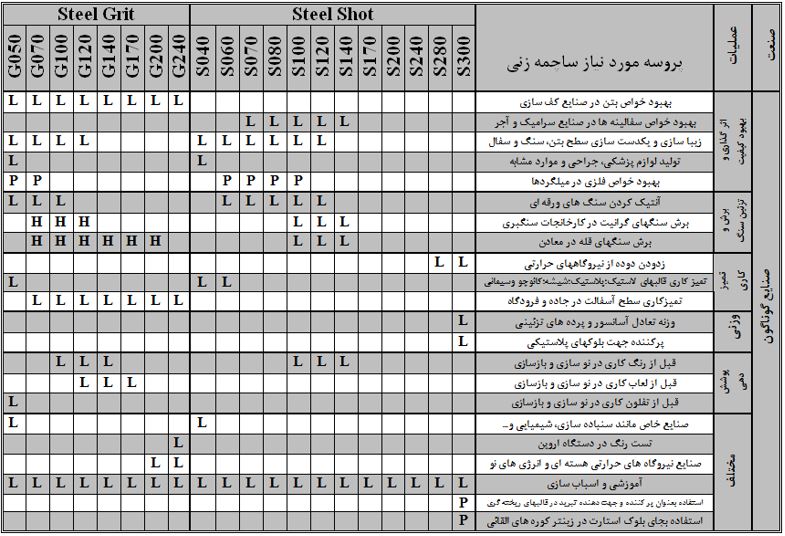
جدول پیشنهادی انتخاب شکل، سایز و اندازه سختی ساینده براساس پروسه مورد نیاز در صنایع گوناگون
روش های بلاستینگ
• سند بلاست
• وت بلاست
• هیدرو بلاست
• میکرو بلاست
• بلاستینگ خودکار
• بلاستینگ یخ خشک
• شات بلاست
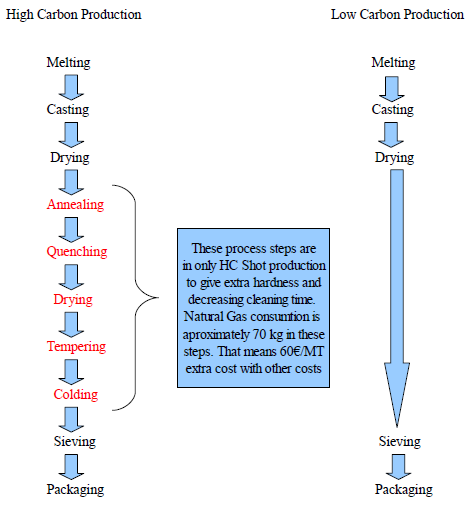
تفاوت ساچمه های پر کربن وکم کربن
در بین انواع ساینده های فولادی، ساچمه های فولادی پر کربن و کم کربن، از پرکاربردترین محسوب می شوند. تفاوت اصلی این دو نوع ساچمه در ترکیب شیمیایی یعنی میزان کربن آنها می باشد. این تغییر مقدار کربن، منجر به تغییر ریزساختار متالوژیکی، سختی و خواص مکانیکی انها می گردد.

مقایسه خواص ساچمه های پر کربن و کم کربن
با توجه به روند تولید ساچمه پر کربن ، برخی از مراحل در تولید ساچمه کم کربن حذف شده اند. بنابراین وجود مراحل سرد و گرم کردن پیاپی موجب می شود تا ساچمه های پر کربن از سختی بیشتری برخوردار باشند و همچنین زمان تمیزکاری را کاهش دهند.